数控车削用的车刀一般分为三类,即尖形车刀、圆弧形车刀和成型车刀。以直线形切削刃为特征的车刀一般称为尖形车刀。这类车刀的刀尖(同时也为其刀位点)由直线形的主、副切削刃构成,如90º内、外圆车刀,左、右端面车刀,切槽(断)车刀及刀尖倒棱很小的各种外圆和内孔车刀。用这类车刀加工零件时,其零件的轮廓形状主要由一个独立的刀尖或一条直线型主切削刃位移后得到,它与另两类车刀加工时所得到零件轮廓形状的原理是截然不同的。
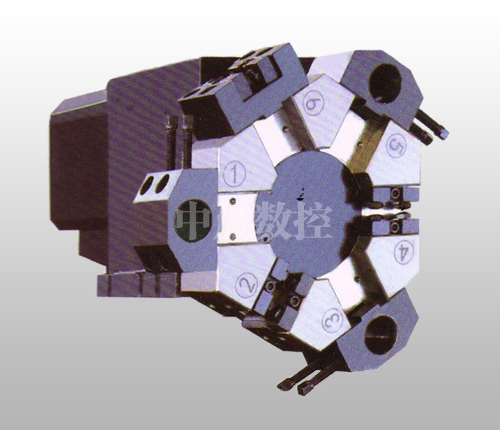
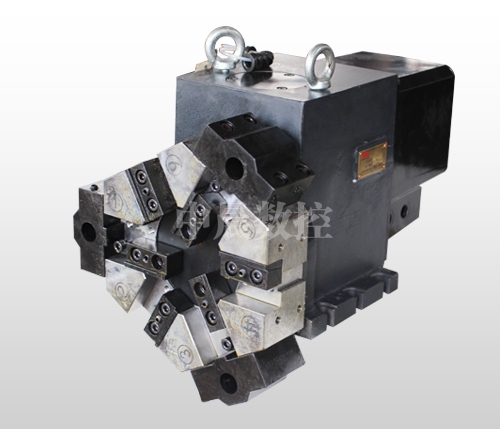
数控刀架不能直接装刀,而需采用各种形式的VDI转接刀座。由于这些数控刀架装在刀塔面上,因此悬臂较长,刚性不如直插式。VDI刀塔和刀座的接口主要依据刀塔端面上的装刀孔径来定,如装刀孔径为?40mm,则VDI刀座选择VDI40接口。另外,在选择刀座时要注意,VDI刀座分为左右刀座、正反刀座等。这要根据机床刀塔的方位和加工工艺来确定。刀塔后置式机床选用右刀座;反之,为左刀座。正反刀座等。这要根据机床刀塔的方位和加工工艺来确定。刀塔后置式机床选用右刀座;反之,为左刀座。正反刀座的选择须同时考虑两个因素,即机床刀塔的前后置和主轴的正反转,须正确选择才能正常使用。
车床刀台定位误差,刀台不换刀, 这两个应该是常见得故障,液压加紧的数控刀架用的不多。数控机床维修时刀台定位误差,首先把刀架拆开,只拆开上面的的封盖就行了,检查里面的磁条,就是一个很小的长方体,磁条应该对齐一号刀的位置,如果对不齐就会造成,定位误差,或者是换刀时刀号错误,即调刀错误。

本文仅供交流学习,版权归属原作者,部分文章推送时未能及时与原作者取得联系,若来源标注错误或侵犯到您的权益,烦请告知,我们将立即删除,谢谢!!!



 辽公网安备 21060202000064号
辽公网安备 21060202000064号